
The FlexBio biogas process developed by us is suitable for use in both agriculture and waste management. Our fixed bed technology impresses on the one hand with its very high flexibility – such as needs-based biogas production without large gas storage facilities, and on the other hand with high process stability and efficiency.
Biogas technology of the future
FlexBio Technologie GmbH has a wide range of know-how on the subject of biogas and biogas technology. In addition to the innovative biogas plant technology, the product portfolio includes classic small manure plants that can be individually designed according to your wishes. In addition to the challenge of sustainable energy supply, the recycling cycle must also be closed. In this context, waste fermentation plants offer an optimal solution for the energetic utilization of biowaste and thus for the sensible use of the material flow in the future.
Future energy supply will be based on a high proportion of fluctuating energies, such as wind and solar. Controllable energy generators are required to compensate for weather-related fluctuations in the energy supply. Electricity plants operated with biogas offer the advantage of being able to provide electricity independently of the sun and wind.
In order to generate electricity flexibly, a demand-oriented biogas supply must be guaranteed. For this purpose, biogas can either be stored and / or produced as required.
Fermenters with a large specific settlement surface – such as fixed-bed fermenters – allow the microorganisms necessary for biogas formation to accumulate or be retained. The microorganisms are fixed on the carrier material and thus make it possible to decouple the generation time from the residence time.

{kind=link}
{kind=link}
What’s new?

The novel FlexBio biogas plant consists of the most modern plant technology and a new process management. The heart of the system is the filler in the fermenter, which increases the specific surface and prevents the microbiology from being washed out. Due to the packing and the new process management, significantly higher room loads can be handled. The system technology and control allow biogas production at the push of a button. This eliminates large gas storage facilities and biogas is then produced when it is needed. This means that base load or peak load can be covered as required.
The newly developed FlexBio biogas process is suitable for use in both agriculture and waste management. Our fixed-bed technology impresses with a very high degree of flexibility – such as on-demand biogas production without large gas storage facilities, as well as high process stability and efficiency.
Our plant concept is also suitable for small, decentralized applications, such as pure liquid manure plants, small HTK biogas plants, use of silage seepage / fermentation juice for larger farms (large livestock farming) or pure and co-fermentation of sugar beets with a focus on the greatest possible flexibility.
In contrast to the fully mixed flow process, as it is implemented in most agricultural biogas plants, multi-stage or multi-phase biogas processes enable the biological process phases to be separated. Specific environmental conditions in two treatment stages – a first hydrolysis and acidification phase as well as a second acetate and methane formation phase – make specialized, highly active biocenoses possible.
Consequently, the procedural separation of the biological process phases of the hydrolysis or acidification phase from the methane formation phase can favor flexible biogas production. This means that biogas production can be started or stopped again in a relatively short time.

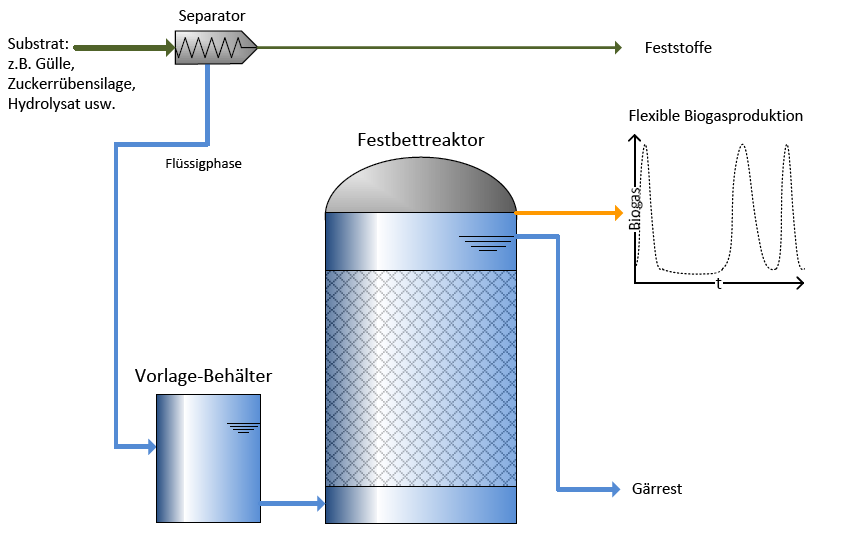
Biogas production for base load and peak load coverage in one system. The substrate is pre-digested in a hydrolysis tank and can be mixed with liquid manure. The liquid and solid phases are separated from one another via a separator. The solid phase is converted into biogas in a classic fully mixed fermenter and continuously produces biogas for electricity production. The liquid phase is stored in a storage tank and, if required, flexibly converted into biogas in the fixed-bed high-performance fermenter. The fixed bed reactor allows biogas to be provided as required.
Waste fermentation plants
In the gastronomy, food industry such as vegetable and fruit processing, the sugar or potato industry and in slaughterhouses or distilleries, organic residues are produced which, due to their energy and dry matter content, are ideal for the generation of regenerative energy in biogas plants. However, the consistency, interfering substances and inhibitors of the residues produced often lead to problems in conventional processes. FlexBio Technologie offers a compact and reliable solution for the fermentation of organic residues in its portfolio. The FlexBio-SmartFarm container system is designed for decentralized use and can be adapted very flexibly to the operational conditions or expanded in a modular manner. This means that you have the perfect companion for recycling your organic waste, even if you are expanding your production.
Further information

Organic residues occur in the catering, food industry, sugar and potato industry and in slaughterhouses or distilleries. Due to their energy content and their dry matter content, these are ideally suited for the production of regenerative biogas in biogas plants. However, the consistency, interfering substances and inhibitors of the residues produced often lead to problems in conventional processes. FlexBio Technologie offers in its portfolio a compact and reliable solution for the fermentation of organic residues. The FlexBio-SmartFarm container system is designed for decentralized use and can be adapted very flexibly to operational conditions or expanded modularly.


The residual materials are collected in an input container in the plant. From there, the substrates are initially fed in batches via a comminution device and a contaminant separator into the storage container, in which, if necessary, hygienization takes place at 70 ° C. After this pretreatment, the substrates are fed to the hydrolysis tank, where they are mixed with process water and liquefied under thermophilic temperature conditions. Most of the organic load is transferred to the liquid phase. The liquid phase is then fed to the high-performance fermenter after solid-liquid separation. The so-called fixed bed fermenter is characterized by short residence times, high process stability and flexibility. The biogas produced in the fermenter can reach a methane content of over 90%. The CO 2 -rich hydrolysis gas is rendered harmless by a new type of biofilter and eliminated without odor.
The mass of the residual materials is reduced by at least 50% for further disposal / recycling and the organic content is used to generate biogas. The excess process water is only slightly organically contaminated after fermentation and can be fed into the sewer or treated in a sewage treatment module from our portfolio.

Except for the filling of the input container, the waste treatment is completely automatic thanks to the programmable logic controller (PLC) of the system.
With remote monitoring around the clock through our web-based control center, downtimes are reduced to a minimum. Malfunctions are recognized early by the control, registered and reported to the operator via email, telephone or SMS.
The minimization of downtimes and the avoidance of costly service calls lead to continuous and reliable plant operation. The high safety standard during construction and operation protects people, nature and, of course, your system.
Classic biogas technology
In the biogas segment we represent an innovative new generation of biogas technology. Our biogas technology enables the efficient use of substrates that have so far only been insufficiently used for biogas production. Another focus of our biogas technology is in the area of flexible biogas production. This means that our biogas technology can provide real flexibility even without large gas storage facilities. In addition, our system concept is suitable for small decentralized applications, such as pure manure systems (75 kW manure biogas systems), small HTK biogas systems, use of silage seepage / fermentation juice on larger farms (large livestock farming) or pure and co-fermentation of young people Raw materials (NawaRo) with a focus on the greatest possible flexibility.